Diez Mandamientos para Aplicar Adhesivos
Edwar Mauricio Marín Gaviria (*)
Director Ventas Adhesivos para Madera. Interquim S.A – Akzo Nobel.
La madera es quizás el elemento más bello de la naturaleza –al menos, para todos los que pertenecemos a este gremio–, pero también es quizás unos de los más complicados de trabajar en aras a obtener productos de calidad, tipo exportación y con gran valor agregado.
Por esta razón quisiera dar a conocer, a través de este artículo, una serie de pasos reunidos por los compañeros a nivel mundial, que pueden ser soporte para adelantar diferentes procesos productivos y que con el tiempo han catalogado como “Los 10 mandamientos de la industria de la madera”, en cuanto a la aplicación de adhesivos se refiere.
Una guía práctica para acondicionar y aprovechar correctamente la madera y obtener, tras procesos de pegue, los mejores resultados.
1- Contenido de humedad de la madera.
La madera es un ser vivo, que se mantiene en constante movimiento hasta alcanzar el equilibrio con el ambiente, de allí que las piezas a unir, fabricadas con este material, deben registrar contenidos de humedad de entre el 6 y el 15 por ciento –dependiendo de la humedad relativa y de la temperatura del ambiente– para minimizar sus esfuerzos internos. De hecho, las mejores uniones se logran al registrarse contenidos alrededor del 10 por ciento.
Técnicamente, la forma más sencilla de determinar el contenido de humedad en el material es a través de la medición de su resistencia eléctrica utilizando un higrómetro, aunque la medición más exacta se obtiene por el método gravimétrico, en el que se busca establecer específicamente la diferencia de peso, al someter la muestra a calentamiento hasta obtener peso constante.
Vale señalar que todos los productos elaborados en madera, que tengan como destino el mercado exterior, deben tener un contenido de humedad cercano al 8 por ciento para evitar problemas de deslaminación por contracción o dilatación de la madera.
2- Preparación de las superficies.
Para obtener superficies lisas, de dimensiones iguales y uniformes, la maquinaria debe estar en muy buenas condiciones cuidando, de igual forma, los ángulos, de tal manera que las piezas queden paralelas al momento de ser prensadas.
 Sobre el primer ítem, se recomienda revisar que las sierras de corte estén debidamente afiladas, pues una sierra en mal estado puede llegar a quemar la superficie de la madera, cerrando el grano (poro) y evitando la penetración del adhesivo. Para el segundo caso, y en las zonas donde las piezas a unir no queden paralelas, el adhesivo trabajará como relleno, por lo cual, cualquier esfuerzo a dicha línea de cola podrá ocasionar deslaminación de la pieza pegada.
Sobre el primer ítem, se recomienda revisar que las sierras de corte estén debidamente afiladas, pues una sierra en mal estado puede llegar a quemar la superficie de la madera, cerrando el grano (poro) y evitando la penetración del adhesivo. Para el segundo caso, y en las zonas donde las piezas a unir no queden paralelas, el adhesivo trabajará como relleno, por lo cual, cualquier esfuerzo a dicha línea de cola podrá ocasionar deslaminación de la pieza pegada.
3- Momento para la aplicación del adhesivo.
Para asegurar una superficie abierta, que permita la penetración del adhesivo en sus poros, la madera no debe almacenarse durante mucho tiempo luego de haber sido cepillada, al menos, sin considerar el tipo de madera.
Especies muy absorbentes –como la balsa– pueden ser trabajadas luego de varios días, mientras que otras como la teca o el pino deben ser encoladas el mismo día en que son cepilladas, esto en razón a que los elementos que contienen estas maderas tienden a salir al exterior en menor tiempo –como las resinas– bloqueando nuevamente los poros de ésta.
 Por lo anterior, si se desea impregnar la madera adicionando algún inmunizante, se recomienda hacerlo después de haberla sometido a canteado o cepillado. Para establecer la capacidad de adsorción de la madera, se puede realizar una rápida prueba que consiste en determinar la facilidad o dificultad con que una gota de agua penetra a través de su superficie.
Por lo anterior, si se desea impregnar la madera adicionando algún inmunizante, se recomienda hacerlo después de haberla sometido a canteado o cepillado. Para establecer la capacidad de adsorción de la madera, se puede realizar una rápida prueba que consiste en determinar la facilidad o dificultad con que una gota de agua penetra a través de su superficie.
4- Almacenamiento y mezcla de pegante y catalizador.
Los adhesivos deben ser almacenados en lugares frescos pues, normalmente, las altas o bajas temperaturas afectan la calidad del pegante; aunque también debe considerarse el tipo de adhesivo dado que no es lo mismo almacenar adhesivos termoplásticos como los PVA, Hot Melt, Neopreno, que resinas termocurables como las UF, MUF, fenólicas.
Dependiendo del tipo de pegante que se utilice en el proceso productivo, se podrá o no requerir la mezcla de dos o más componentes. En la industria maderera de la región andina y de Centroamérica, normalmente los adhesivos más utilizados son los tipo polivinil acetato (PVAc) catalizados o sin catalizar, las resinas de Urea-Formaldehído (UF), los adhesivos de contacto (neoprenos), las resinas melamínicas (MF y MUF) y los adhesivos tipo Hot Melt.
 También es importante tener presente que en los pegantes compuestos por varios componentes, la mezcla debe hacerse cuidadosamente para garantizar una relación de mezcla entre adhesivo y catalizador, medida de forma exacta.
También es importante tener presente que en los pegantes compuestos por varios componentes, la mezcla debe hacerse cuidadosamente para garantizar una relación de mezcla entre adhesivo y catalizador, medida de forma exacta.
Las mezclas pueden usarse mientras permanezcan en estado líquido, pues en este estado penetra más fácilmente en los poros de la madera. El tiempo de vida útil de la mezcla puede prolongarse si se conserva a baja temperatura o si se emplean mezcladores automáticos y en línea que garanticen las propiedades del pegante.
5- Aplicación del adhesivo (Esparcimiento).
El adhesivo debe ser aplicado uniformemente para formar líneas de cola homogéneas; la cantidad de adhesivo depende de la suavidad y capacidad de adsorción de la superficie de madera y normalmente, puede estar alrededor entre los 60 y los 450 g/m2.
Cuando se trabajan maderas con alta capacidad de adsorción, la aplicación del adhesivo puede hacerse en una sola cara, mientras que para maderas duras y/o aceitosas es necesaria la aplicación en ambas caras.
Vale anotar de igual manera que se requiere un adecuado tiempo de ensamble para que se produzca la adsorción del adhesivo por parte de la madera, y así prevenir que éste se pierda por los bordes al momento de prensar. Como punto de referencia para determinar la cantidad suficiente de adhesivo, el operario puede revisar la presencia de pequeñas gotas de pegante en la unión cuando se aplica presión, fenómeno que se conoce como “llorado de la línea de cola”.
Para garantizar líneas de cola homogéneas y procesos estandarizados se recomienda emplear encoladoras de rodillos, preferiblemente ranurados, aunque el rayado de dichos rodillos varía en función del proceso productivo que se adelante. Por ejemplo: encoladoras para procesos de laminación de papel, PVC y enchapado deben garantizar entre 60 y 120 g/m2; las encoladoras para unir madera-madera para muebles o piezas de carpintería deben entregar entre 140 y 200 g/m2, para elaborar vigas laminadas estructurales en madera se requiere entre 350 y 450 g/m2 y, para producir triples (plywood) son necesarios entre los 160 y 220 g/m2.
Las inversiones en encoladoras apuntan siempre reducir el desperdicio de pegante e incrementar la calidad del producto terminado, con lo cual la inversión inicial se libra en un muy corto tiempo.
6- Tiempo de ensamble.
El tiempo de ensamble, es el lapso transcurrido desde la aplicación del adhesivo sobre la madera hasta el momento de aplicación de la presión, y está compuesto por dos tiempos: 1) Tiempo Abierto (TA) que es el transcurrido desde el momento en que se aplica el adhesivo sobre la superficie de la madera hasta cuando se aplica el otro material (madera, papel, chapa, etc) sobre dicho adhesivo y 2) Tiempo Cerrado (TC), que es el transcurrido desde que se unen las dos superficies encoladas hasta que se aplica la presión final.
 Normalmente, estos tiempos deben ser indicados por el proveedor del adhesivo, y varían en función de la naturaleza química de estos y de las condiciones ambientales de la planta de producción, por ejemplo, lugares cálidos exigen tiempos de ensamble cortos para evitar el precurado de las líneas de cola. Otro es el caso de las especies de madera dura, que requieren de largos tiempos de ensamble, para permitirle al adhesivo la penetración en el poro antes de que se aplique presión sobre las piezas a unir.
Normalmente, estos tiempos deben ser indicados por el proveedor del adhesivo, y varían en función de la naturaleza química de estos y de las condiciones ambientales de la planta de producción, por ejemplo, lugares cálidos exigen tiempos de ensamble cortos para evitar el precurado de las líneas de cola. Otro es el caso de las especies de madera dura, que requieren de largos tiempos de ensamble, para permitirle al adhesivo la penetración en el poro antes de que se aplique presión sobre las piezas a unir.
El otro tiempo importantísimo en la industria de la madera es el Tiempo de Prensa (TP), lapso directamente relacionado con los tiempos anteriormente descritos TA y TC, con la naturaleza química de los adhesivos y con las condiciones ambientales de la planta.
Procesos en los cuales se involucre temperatura tendrán tiempos de prensa cortos, mientras que los procesos a temperatura ambiente normalmente requerirán de mayores tiempos de prensado. Sin embargo, este último comentario ha cambiado bastante en la última década, pues actualmente existen compañías que pueden ofrecer tiempos de prensa muy cortos –hablando solamente de minutos– en prensado en frío, hecho que en el pasado era bastante difícil obtener.
7- Presión de trabajo.
La presión debe ser lo suficientemente alta como para mantener las piezas de madera unidas mientras seca el adhesivo. Generalmente la presión puede estar entre los 5 y los 12 Kg/cm2 considerando que, para uniones de chapa de madera se debe trabajar en la parte inferior del rango y para piezas curvas y madera sólida se debe trabajar en la parte superior del rango de presión.
 Generalmente, el nivel de presión así como el tiempo de prensa deben incrementarse a medida que se incrementa el número y el espesor de las láminas.
Generalmente, el nivel de presión así como el tiempo de prensa deben incrementarse a medida que se incrementa el número y el espesor de las láminas.
Se recomienda emplear presión neumática o hidráulica o, de no existir otra alternativa, presión manual, aunque para cualquiera que sea el caso y para garantizar la presión mínima del proceso, es necesario tener a la mano un torquímetro que permita cuantificar esta importantísima variable.
8- Temperatura de presado.
Siempre que se trabaje con madera, ésta se debe prensar en lo posible, a temperatura ambiente, pues se trata de un material vivo que se dilata y contrae dependiendo de las condiciones a las que este expuesto, lo que genera esfuerzos en las líneas de cola.
Normalmente, a mayor temperatura, menores tiempos de prensado, pero como se comentó anteriormente, en la actualidad es posible prensar a temperatura ambiente en sólo 45 segundos y prensar en frío entre los 10 y 30 minutos, gracias a los desarrollos alcanzados en la materia por algunas compañías de adhesivos.
Existen muchos procesos productivos con madera que requieren de temperatura para hacerlos económicamente viables, pero la tendencia mundial es tratar de hacerlo en tiempos muy cortos (adhesivos muy rápidos) o prensar a menores temperaturas con iguales tiempos de prensa, como sucede actualmente para los pisos laminados de ingeniería, los cuales se recomiendan ser prensados en frío a fin de evitarse problemas de curvaturas y deformaciones.
Evaluación de la calidad.
 Todos los puntos anteriores deben ser verificados continuamente, pero también es necesario verificar el producto terminado como tal.
Todos los puntos anteriores deben ser verificados continuamente, pero también es necesario verificar el producto terminado como tal.
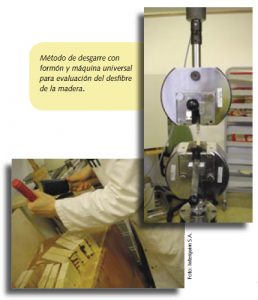
Dicha verificación puede hacerse a través de un simple método llamado “prueba de formón”, el cual consiste en golpear con esta herramienta con un martillo sobre las uniones y luego estudiar la superficie fracturada. Este método da una idea de la calidad del pegue, aun si el adhesivo no ha secado completamente lo cual, en ciertos casos, puede tomar varios días.
En otras industrias como la de la laminación de papel, el enchapado y la producción de triplex, se puede verificar la calidad haciendo el desgarre en los extremos del tablero. La falla siempre se debe producir en la madera, nunca en la línea de cola.
Hablando desde un punto de vista más técnico, cada segmento de mercado debe tener claro cual es la norma técnica que debe cumplir y que esta definida en función del mercado objetivo. Empresas que elaboren productos para el mercado americano deben tener presente las normas ASTM, para el mercado europeo las de cumplimiento son las normas EN y para el mercado asiático las JIS y JAS.
Los productores nacionales se pueden ceñir con las normas NTC que, en muchos casos, son homologaciones de las normas anteriormente citadas.
10- Limpieza
El adhesivo debe ser removido de la piel y de la ropa cuando aun este húmedo, con agua y jabón. Para los equipos empleados en la aplicación de los pegantes, se deben limpiar dependiendo del tipo de adhesivo utilizado; al respecto se ofrecen las siguientes recomendaciones:
- Adhesivos base agua, como los PVAc, pueden retirarse con agua tibia.
- Adhesivos tipo Urea-Formol en los rodillos encoladores puede limpiarse con una mezcla de agua soda para disolver el adhesivo y parar el proceso de curado. Después de 2 o 3 minutos el rodillo puede lavarse con abundante agua caliente.
- Adhesivos tipo Resorcinol-fenol, pueden limpiarse con agua tibia. Utilizar un poco de etanol puede ayudar a la disolución del adhesivo.
- Adhesivos tipo Poliuretano y adhesivos base solvente pueden limpiarse con solventes como la acetona o el tolueno, aunque cuidando evitar inhalar sus vapores así como su contacto con la piel.
- Adhesivos tipo EPI debe lavarse con abundante agua y jabón.
(*) Edwar Mauricio Marín Gaviria. Director Ventas Adhesivos para Madera. Interquim S.A – Akzo Nobel. edwar.marin@med.cascoprod.com






0 Comentarios